

Introduction
In the food and beverage industry, maintaining efficient production lines is essential to meet consumer demand, ensure consistent product quality, and comply with strict safety regulations. The integration of real-time monitoring and optimization technologies provides manufacturers with the tools necessary to minimize downtime, enhance productivity, and achieve operational excellence in this highly regulated sector.
With the rise of Industry 4.0, smart automation and data-driven decision-making are transforming production lines. By leveraging monitoring systems, environmental tracking, and predictive maintenance, businesses can proactively optimize operations while adhering to food safety standards.
How It Works
1. Real-Time Performance Monitoring 

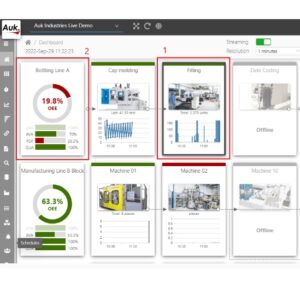
Advanced monitoring systems, such as the AI-AN-2000, continuously track production KPIs, including line speed, machine utilization, and output rates. By monitoring bottling lines, conveyor systems, and packaging equipment, these systems ensure smooth operations and quick identification of inefficiencies.
For instance, in a high-speed beverage production line, a slight deviation in conveyor speed could lead to misalignment and spillage, causing waste and costly downtime. Real-time alerts notify operators of any performance deviations, allowing for immediate corrective actions and reducing production losses.
2. Environmental Monitoring for Compliance and Quality
Maintaining optimal environmental conditions is critical for food safety and quality assurance. Data acquisition systems like AI-AG-3003 monitor temperature, humidity, and air quality through a network of sensors and nodes.
For example, temperature-sensitive ingredients require precise monitoring to prevent spoilage. High-accuracy temperature sensors such as the HiTemp140-M12 with an M12 Depyrogenation Probe ensure that processing and packaging environments remain within safe limits. Any temperature fluctuations trigger alerts, enabling swift intervention before quality issues arise.
3. Data Centralization and Analysis
Collected data from production equipment and environmental sensors is centralized into a unified system like AI-AP-1YP. This integration allows manufacturers to analyze production trends and relationships between variables, such as how humidity levels affect packaging seal integrity.
By leveraging data analytics, manufacturers can identify recurring inefficiencies and implement continuous improvements. Predictive models help optimize processes by adjusting machine parameters based on historical performance data.
4. Operator Interfaces and Control Systems
Industrial-grade operator panels provide real-time visualization of production data, allowing operators to monitor performance, adjust settings, and respond to alerts efficiently. These panels are designed for food-safe environments, resistant to dust, water, and cleaning chemicals, ensuring durability and hygiene compliance.
An example of this in practice is an industrial touchscreen interface that enables workers to modify conveyor speeds or adjust temperature settings without disrupting the workflow. The seamless interaction between human operators and automated systems enhances efficiency and reduces response time to critical issues.
5. Proactive Maintenance and Downtime Reduction
By continuously monitoring equipment conditions such as vibration, load, and cycle times, predictive maintenance systems like AI-AP-1YP detect early signs of wear or malfunction. Instead of reacting to equipment failures, manufacturers can schedule maintenance during non-peak hours, preventing unexpected stoppages and optimizing productivity.
For instance, a bottling line experiencing increased motor vibration may indicate impending mechanical failure. Early detection allows maintenance teams to replace worn components before complete system failure, avoiding costly downtime.
6. Integration with Food Safety Systems
Ensuring compliance with food safety regulations is a top priority in the industry. AI-AP-1YP integrates seamlessly with Hazard Analysis and Critical Control Points (HACCP) protocols, guaranteeing that every stage of production meets strict safety standards.
Additionally, data logs provide transparent records for audits and traceability, streamlining regulatory compliance and reinforcing quality assurance practices.
Advantages of Real-Time Monitoring and Optimization
- Increased Efficiency: Identifies bottlenecks and inefficiencies in real-time, optimizing production line performance.
- Enhanced Quality Control: Ensures environmental conditions remain within set parameters, reducing the risk of product spoilage.
- Regulatory Compliance: Supports adherence to food safety standards and simplifies audit processes.
- Reduced Downtime: Enables proactive maintenance and rapid issue resolution, ensuring continuous operation.
- Actionable Insights: Centralized data allows manufacturers to identify trends and implement long-term improvements.
- Durability in Harsh Environments: Robust equipment designed for food-safe, washdown-compatible applications ensures reliability under demanding conditions.
Conclusion
The implementation of real-time monitoring and optimization technologies in the food and beverage industry provides manufacturers with unparalleled control over their production processes. By leveraging advanced monitoring systems, environmental tracking, and predictive maintenance, companies can achieve higher efficiency, maintain strict quality standards, and ensure regulatory compliance.
As the industry continues to evolve, integrating smart automation solutions will become increasingly vital for staying competitive in a dynamic market. Investing in these technologies today will enable manufacturers to enhance productivity, reduce waste, and meet the growing demands of consumers while maintaining the highest standards of safety and quality.



sales@logicbus.com | support@logicbus.com | +1 619 616 7350 | Start conversation